
اگر به یک وب سایت یا فروشگاه رایگان با فضای نامحدود و امکانات فراوان نیاز دارید بی درنگ دکمه زیر را کلیک نمایید.
ایجاد وب سایت یا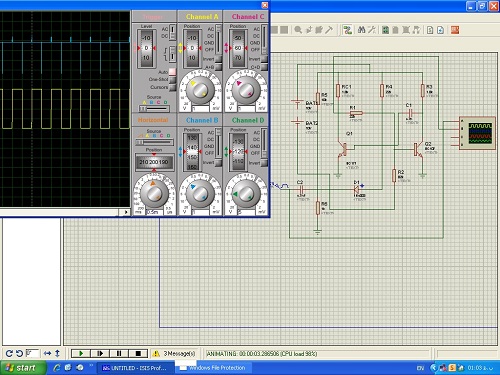 ازمایشگاه تکنیک پالس شبیهسازی با proteus
ازمایشگاه تکنیک پالس شبیهسازی با proteus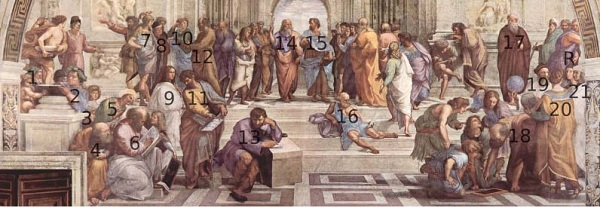 تجزیه و تحلیل نقاشی مدرسه آتن
تجزیه و تحلیل نقاشی مدرسه آتن مقاله مدیریت سازمان های ورزشی
مقاله مدیریت سازمان های ورزشی كاربرد استخراج با سيال فوق بحراني در صنايع غذايي
كاربرد استخراج با سيال فوق بحراني در صنايع غذايي روش های نوین تجارت و تجارت الکترونیکی فرش دستباف
روش های نوین تجارت و تجارت الکترونیکی فرش دستباف تحقیق درباره ی Access
تحقیق درباره ی Access تحقیق كارشناسي ارشد عوامل موثر در روسپي گري فحشا
تحقیق كارشناسي ارشد عوامل موثر در روسپي گري فحشا هنر و گرافیک
هنر و گرافیک بررسی و طراحی نرم افزار حسابداری و مالی
بررسی و طراحی نرم افزار حسابداری و مالی تحقیق درباره ی هیدروژناسیون
تحقیق درباره ی هیدروژناسیون نقش و کاربرد انرژی هسته ای در کشاورزی
نقش و کاربرد انرژی هسته ای در کشاورزی تحقیق تنظيم كننده هاي رشد گياهي (هورمونهاي گياهي)
تحقیق تنظيم كننده هاي رشد گياهي (هورمونهاي گياهي) فروش فیلتر بورسی استریکلی فقط 75 هزار تومان
فروش فیلتر بورسی استریکلی فقط 75 هزار تومان کسب درآمد اینترنتی 300000 تومان در خانه در کمتر از 30 دقیقه
کسب درآمد اینترنتی 300000 تومان در خانه در کمتر از 30 دقیقه کسب درآمد روزانه حداقل یک میلیون تومان ! کاملا حلال و واقعـی !!
کسب درآمد روزانه حداقل یک میلیون تومان ! کاملا حلال و واقعـی !! مجموعه ی آموزش تعمیر لامپ کم مصرف (از مبتدی تا پیشرفته)
مجموعه ی آموزش تعمیر لامپ کم مصرف (از مبتدی تا پیشرفته) آموزش برنامه نویسی آردوینو
آموزش برنامه نویسی آردوینو کسب و کار اینترنتی در منزل
کسب و کار اینترنتی در منزل آموزش رایگان کسب درآمد از سایت الیمپ ترید ( olymp trade )
آموزش رایگان کسب درآمد از سایت الیمپ ترید ( olymp trade ) دانلود نمونه فاکتور آماده با فرمت ورد - اکسل و عکس
دانلود نمونه فاکتور آماده با فرمت ورد - اکسل و عکس آموزش ساخت بازی بدون دانش برنامه نویسی و طراحی سه بعدی مبتدی تا پیشرفته با نرم افزار
آموزش ساخت بازی بدون دانش برنامه نویسی و طراحی سه بعدی مبتدی تا پیشرفته با نرم افزار اموزش کسب درامد از اینترنت روزانه ۳میلیون تومان تضمینی و تست شده 1403
اموزش کسب درامد از اینترنت روزانه ۳میلیون تومان تضمینی و تست شده 1403 درامدزایی در خواب! (تعجب نکنید! بخوانید)
درامدزایی در خواب! (تعجب نکنید! بخوانید) مدار داخلی واکی تاکی(اموزش ساخت)
مدار داخلی واکی تاکی(اموزش ساخت) کتاب افزایش ممبر کانال تلگرام
کتاب افزایش ممبر کانال تلگرام دانلود100% رایگان نرم افزار تبلیغات در تلگرام + آموزش کامل و فیلم آموزشی
دانلود100% رایگان نرم افزار تبلیغات در تلگرام + آموزش کامل و فیلم آموزشی روش اصلی موفقیت در کنکور و آزمون ها(پزشکی، حقوق، مهندسی، نمونه و تیزهوشان) با پکیج کنکورپلاس
روش اصلی موفقیت در کنکور و آزمون ها(پزشکی، حقوق، مهندسی، نمونه و تیزهوشان) با پکیج کنکورپلاس
|
فهرست مطالب |
|
عنوان |
صفحه |
فصل اول - چكيده مطالعات فني، مالي و اقتصادي |
|
فصل دوم - كليات معرفي محصول |
|
كلياتي در راستاي شناسائي محصول و … |
|
مقدمه |
|
1-2 تعريف، ويژگيها و مشخصات فني محصول |
|
2-2 چگونگي و ميزان بكارگيري به عنوان كالاي نهايي يا واسطهاي |
|
3-2 ارائه ديدگاههاي كلي در مورد قيمت و امكان فروش و چگونگي … |
|
فصل سوم - مطالعات فني |
|
بررسي و برآوردهاي فني |
|
1-3 ارزيابي روشهاي مختلف توليد و انتخاب روش بهتر |
|
2-3 تشريح فرايند توليد |
|
3-3 بررسي مناطق، مراحل و شيوههاي كنترل كيفيت |
|
4-3 تعيين و محاسبه ظرفيت توليد و شرايط عملكرد واحد |
|
5-3 ذكر نام اصلي و تجاري همراه با مشخصات فني، منابع تأمين و نقش هر يك از مواد اوليه در توليد محصول |
|
6-3 بررسي و تحقيق در مورد ماشينآلات و تجهيزات خط توليد با ذكر ويژگيهاي ظاهري و … |
|
عنوان |
صفحه |
7-3 تعيين مشخصات ضروري مورد نياز و تأسيسات عمومي كه شامل … |
|
8-3 تجزيه و تحليل و محاسبه تعداد نيروي انساني |
|
9-3 محاسبه كليه سطح زيربناي لازم براي سالن توليد، انبارها و … |
|
10-3 برنامه زمانبندي اجراي طرح |
|
فصل چهارم - بررسيهاي مالي و اقتصادي |
|
مقدمه |
|
1-4 برنامه توليد ساليانه |
|
1-1-4 برنامه توليد ساليانه |
|
2-1-4 مقدار و ارزش مواد اوليه مصرفي |
|
3-1-4 هزينههاي تأمين انواع انرژي مورد نياز |
|
4-1-4 هزينه خدمات نيروي انساني |
|
5-1-4 جمعبندي اجزاء و برآورد سرمايه در گردش |
|
2-4 اطلاعات مربوط به سرمايه ثابت و برآورد آن |
|
1-2-4 هزينه ماشينآلات و تجهيزات خط توليد |
|
2-2-4 هزينه تجهيزات و تأسيسات عمومي |
|
3-2-4 هزينه وسائط نقليه عمومي و وسايل حمل و نقل |
|
4-2-4 هزينه وسائط نقليه عمومي و وسايل حمل و نقل |
|
عنوان |
صفحه |
5-2-4 هزينه لوازم و اثاثيه اداري |
|
6-2-4 هزينههاي قبل از بهرهبرداري |
|
7-2-4 جمعبندي اجزاء و برآورد سرمايه ثابت |
|
3-4 كل سرمايهگذاري |
|
4-4 هزينههاي توليد |
|
1-4-4 هزينههاي ثابت |
|
2-4- هزينههاي متغير |
|
1-4-4 هزينههاي ثابت |
|
2-4-4 هزينههاي متغير |
|
5-4 قيمت تمام شده محصول |
|
6-4 صورتهاي مالي و شاخصهاي اقتصادي طرح |
|
7-4 ارزيابي مالي و اقتصادي طرح |
|
ضميمه (1) - محاسبات مالي و اقتصادي |
|
فصـل اول
چكيده مطالعات فني، مالي و اقتصادي
|
1-1 |
مشخصه طرح |
6-1 |
دستگاهها و تجهيزات خط توليد: |
||||||||||
|
ظرفيت توليد ساليانه: |
بخش داخلي: |
(7/1401ميليون ريال) |
|||||||||||
|
نام محصول ظرفيت واحد |
بخش خارجي: |
(6/358 هزار دلار) |
|||||||||||
|
الكترود جوشكاري 1800000 كيلوگرم |
|||||||||||||
|
7-1 |
زمين و ساختمانها: |
||||||||||||
|
مساحت زمين: |
مترمربع |
||||||||||||
|
سطح زيربنا: |
مترمربع |
||||||||||||
|
2-1 |
شاخصهاي عملياتي |
سالن توليد: |
مترمربع |
||||||||||
|
تعداد روز كاري: |
روز |
انبار: |
مترمربع |
||||||||||
|
زمان هر نوبت كاري: |
ساعت |
تأسيساتو تعميرگاه: |
مترمربع |
||||||||||
|
اداري، رفاهي، |
مترمربع |
||||||||||||
|
فضاي باز: |
مترمربع |
||||||||||||
|
3-1 |
درصد تأمين مواد اوليه: |
||||||||||||
|
داخلي: |
(4/11881 ميليون ريال) |
8-1 |
سرمايهگذاري: |
||||||||||
|
خارجي: |
(0 هزار دلار) |
||||||||||||
|
دارائيهاي ثابت: |
ميليون ريال |
||||||||||||
|
سرمايه در گردش: |
ميليون ريال |
||||||||||||
|
4-1 |
تعداد كاركنان |
كل سرمايهگذاري |
ميليون ريال |
||||||||||
|
مديريت: |
نفر |
سرمايهگذاريمجريطرح: |
ميليون ريال |
||||||||||
|
مهندس: |
نفر |
وام كوتاهمدت: |
ميليون ريال |
||||||||||
|
تكنسين: |
نفر |
||||||||||||
|
كارگر ماهر: |
نفر |
||||||||||||
|
كارگر ساده: |
نفر |
9-1 |
هزينههاي توليد: |
||||||||||
|
كل پرسنل: |
نفر |
هزينههاي ثابت: |
ميليون ريال |
||||||||||
|
هزينههاي متغير: |
ميليون ريال |
||||||||||||
|
5-1 |
تأسيسات عمومي: |
كل هزينههاي ساليانه: |
ميليون ريال |
||||||||||
|
برق مصرفي ساليانه واحد (مگاوات ساعت) |
|||||||||||||
|
آب مصرفي ساليانه واحد (مترمكعب) |
10-1 |
شاخصهاي اقتصادي طرح: |
|||||||||||
|
سوخت مصرفي ساليانه واحد: |
نرخ بازده مالي طرح: |
||||||||||||
|
گاز طبيعي (هزار مترمكعب): |
درصد ارزش افزوده بر مبناي فروش |
||||||||||||
|
گازوئيل (مترمكعب): |
درصد سهم منابع داخلي |
||||||||||||
|
بنزين (مترمكعب): |
درصد توليد در نقطه سربهسر |
||||||||||||
|
برج خنككننده (مترمكعب/ساعت): |
سالهاي برگشت سرمايه |
||||||||||||
|
تصفيه شيميايي آب (مترمكعب/ ساعت) |
سرمايهگذاري ثابت سرانه (ميليون ريال) |
||||||||||||
|
ديگ بخار (تن / ساعت): |
درصد كاركنان توليد به كل كاركنان |
||||||||||||
|
هواي فشرده: |
نسبت سود به سرمايه نقدي |
||||||||||||
|
باسكول: |
|||||||||||||
|
تصفيه پساب: |
|||||||||||||
|
اطفاء حريق: |
|||||||||||||
فصــل دوم
كليات معرفي محصول
كلياتي در راستاي شناسائي محصول و
ارتباط منطقي آن با زنجيره توليد
1-2 تعريف، ويژگيها و مشخصات فني محصول از نظر شكل ظاهري، طبقهبندي، فرمول، چگونگي بستهبندي اجزاء و قطعات متشكله، حد استاندارد ملي وجهاني
الكترود جوشكاري
مادهاي است كه به مواد ديرگداز براي كمك به ذوب آنها اضافه ميشود. عمل ثانوي گدازآور، كه علت اصلي كاربرد آن نيز هست، به عنوان عامل احياءكننده جهت اكسيژنزدائي يا تجزيه ناخالصيها و زدودن آنها به صورت سربارهها يا گازها است. گدازآور كه در لحيمكاريها براي زدودن اكسيدها از سطحي كه بايد لحيم شود نيز ممكن است به عنوان گدازآور تلقي گردند. سنگ گدازآور، اصطلاح عمومي سنگ آهك يا دولوميت است كه در ذوب آهن بكار برده ميشود. حدود 400 كيلوگرم سنگ آهك براي هر تن آهن خام توليدي در كوره بلند به كار برده ميشود. هرگاه كانه آهن بدون گدازآور قليايي احيا شود. سيليس و آلومين با اكسيدهاي اهن به هم پيوسته تشكيل سيليكاتهاي مضاعف آهن و آلومين ميدهند و افت سنگين آهن به وجود ميآيد. با اضافه كردن سنگ آهن، سيليس و آلومين كه ميل تركيبي شديد با آهك و منيزي دارند، تشكيل تركيباتي را ميدهند كه محتوي آهن بسيار كمي هستند. اين تركيبات دوباره مذاب را تشكيل و روي سطح آهن مذاب شناور كه به آساني زدوده ميشوند. گدازآور، گوگرد و فسفر را نيز از آهن ميزدايد. بعضي كارخانههاي آهن محتوي مقدار كافي كربنات آهك براي تقريباً خودگداز شدن هستند. آهك، به عنوان گدازآور مؤثرتر از سنگ آهك ولي گرانتر است. كار كوره بلند در درجه اول تبديل سنگ آهك به آهك است. سنگ آهك با حرارت ديدني تا °C830 به آهك تجزيه ميشود، كه سپس در حرارت حدود °C1430، ذوب با تشكيل سرباره شروع ميگردد. سنگهاي آهكي كه به عنوان گدازآور بكار برده ميشوند،بايد نسبتاً خالص باشند، كه در غير اين صورت تركيبات اضافي غيرمطلوبي تشكيل ميشود. در مورد برنج، مفرغ، يا فلزات سفيد نرم (بابيت)، رزينها را ميتوان بكار برد، و گدازآور پوششي ممكن است زغال چوب، نمك طعام، يا بوراكس باشد. كريواليت (يخ سنگ) گدازآور آلومينيوم و شيشه است.
آلياژهاي گدازآور
براي برنجها و مفرغها عبارتند از:
فسفر، قلع، فسفر مس، يا سيليسيم مس.
فلزات را در همان زمان اضافه كردن عناصر آلياژي اكسيژنزدايي ميكنند. براي قلع پوششي فولاد، روغن نخل به عنوان گدازآور بكار برده ميشود، براي لحيمكاري معمولي، كلرور روي گدازآور متداول است. پيه، كلوفون، يا روغن زيتون را نيز در لحيمكاري ميتوان به كار برد. استاميد، براي لحيمكاري فلزات رنگ شده بكار برده ميشود. لحيم نرمي با هسته هيدرازين ساخته شده كه فلزات را به خوبي خيس كرده، و بر اثر حرارت لحيم كاري بخار، و هيچ چيز از خود باقي نميگذارد. براي لحيمهاي نقره، بوراكس گدازآور متداول است. براي لحيمكاري فولاد زنگ نزن، بوراكس با اسيد بوريك مخلوط ميشود يا خميرهايي از كلرور روي و بوراكس ساخته ميشود. براي لحيمهاي نقره، بوراكس گدازآور متداول است. براي لحيمكاري فولاد زنگ نزن، بوراكس با اسيد بوريك مخلوط ميشود يا خميرهايي از كلرور روي و بوراكس ساخته ميشود. بوراكس به عنوان گدازآور جوشكاري نيز ممكن است بكار برده شود گدازآور سفيد، مخلوطي از نيترات و نيتريت سديم و اكسيژن قوي است كه در جوشكاري بكار برده ميشود.
گدازآورهاي جوشكاري
براي جوشكاري گرماي زياد، معمولاً يك الكترود روكش و محتوي اكسيژنزدا و يك سربارهساز هستند. فلوئورور ليتيم، LIF، گدازآور قوي با گدازآوري ليتيم و فلوئور هر دو است و سرباره مايعي با نقطه ذوب كم به دست ميدهد. اكسيژنزداها ممكن است فرومنگنز يا سيليكد منگنز باشند.
سربارهسازهها
عبارتند از:
دي اكسيد تيتان، كربنات منيزيم، آسپست، يا سيليس.
سيليكات محلول، يك چسب است، در حالي كه سلولز براي حفاظت قوي ممكن است بكار برده شود. يك نوع مفتول جوشكاري با يك گدازآور معدني روكش و با آسپست پوشيده شده كه گدازآور و آسپست سرباره را داده از جوش جدا ميشود. مخلوطي از كربن و خاك رس براي پوشاندن روي فولاد مذاب، پس از ريختن در قالبهاي شمش، بكار برده ميشود. گرمازا بوده و به حفظ دوره طولانيتر مذاب كمك ميكند، به طوري كه مواد اكسيژنزدايي شده روي سطح مذاب بالا ميآيند.
1-1-2 تعريف محصول
الكترود جوشكالي معمولاً، به صورت ميلگرد، سيم (الكترود)، يا گرد هستند كه براي جوشكاري برقي يا گازي، يا براي تغيير سطوح، يا سختگرداني سطوح بكار برده ميشوند به صورت آلياژهاي جوشكاري با طولهاي يكسره و قطرهاي كم، ميباشند. ميلگردهاي غيرآهني كه براي جوشكاري مفرغها به كار برده ميشوند، معمولا ميلههاي زر جوشكاري (ميلههاي لحيمكاري سخت) ناميده ميشوند. زيرا، هنگام كاربرد آنها، فلز مورد جوشكاري ذوب نميشود.
الكترودهاي جوشكاري ممكن است فلزات استاندارد يا آلياژهاي خاص باشند كه با مواد گدازآور روكش شده يا اينكه روكش نشدهاند (لخت هستند) و معمولاً به قطرهاي 38/2 الي 3/6 ميليمتر هستند. تركيب الكترودهاي جوشكاري از مشخصات انجمن جوشكاري تبعيت ميكنند. كربن قالبي، به ابعاد 3 الي 25 ميليمتر، نيز براي جوشكاري برقي بكار برده ميشود.
ميلههاي فولادي كم كربن، براي جوشكاري چدن و فولاد، محتوي كمتر از 18% كربن هستند. ميلههاي پركن رسوبي سخت توليد ميكنند كه به قالبكاري نياز دارد. ولي براي توليد پركنندهاي سخت نيز به كار برده ميشود. ميلههاي پر كربن، با 85/0 الي 10/1 درصد كربن، رسوبهايي با سختي اوليه 575 بر نيل بدست ميدهند. در حاليكه سختي رسوبهاي ميله پرمنگنز، كمتر از 200 بر نيل بوده ولي با كار سختي بيش از 500 بر نيل سخت ميگردد. براي جوشكاري خودكار با توليد زياد، سيم فولاد كربني ممكن است روكش نازك از مس، به جهت تسهيل در كار و جلوگيري از پاشيدگي، داشته باشد. الكترودهاي فولاد زنگ نزن، با تركيبات مختلف دادوستد ميشوند كه ممكن است حاوي فولاد زنگ نزن با روكشي با تيتان يا آهك و يا عناصر ديگري نظير موليبدن، كربور تنگستن و كليه آلياژهاي اين خانواده باشند.
درجاتي كه از الكترودهاي فولادي پرمنگنز، سختي به ميزان 500 الي 700 بر نيل اضافه ميكنند و نوعي از آن الكترودي از فولاد تندبر، براي روكش ابزارهاي تراشكاري چرخدنده مارپيچي است، رسوب جوشكاري داراي تركيب 30 درصد گرم، 8 درصد كبالت، 8 درصد موليبدن، 05/0 درصد بور و 02/0 درصد كربن است. انواع ديگري از الكترودهاي سخت روكشي، داراي درون داشت غيرآهني هستند. نوع ديگر اين الكترودها، فولادهاي كم آلياژهاي كرم، موليبدن، براي جوشكاري فولادهاي آلياژي بدون پيش گرم كردن هستند. گروهي از آلياژها، به ويژه با مس يا نقره و الكترودهايي براي خال جوش هستند. نه الكترودهاي جوشكاري. الكترودهاي تنگستني، ممكن است تنگستن خالص، تنگستن توريادار، يا تنگستن زيركونيم باشند. دو تاي آخري براي جريان برق مستقيم هستند. تنگستن توريادار، ثبات قوسي زيادي دارد و توريا قابليت ماشينكاري تنگستن را نيز افزايش ميدهد.
زير كونيم تنگستن بين الكترود توپر و فلز مذاب، به جهت اضافه همگني در جوش، چسبندگي ايجاد ميكند. ترميت، مخلوطي از گرد آلومينيوم و اكسيد آهن است كه براي جوشكاري مقاطع بزرگ آهن يا فولاد يا براي پر كردن حفرههاي بزرگ به كار برده ميشود. فرايند شامل سوختن آلومينيوم و فعل و انفعال با اكسيد و آزاد كردن آهن به صورت آهن مذاب است. براي آتش زدن آلومينيوم و فعل و انفعال، حرارتي حدود °C1540 مورد لزوم است و اين امر به كمك مشعل گازي با آتش زدن گرما صورت ميگيرد. و درجه حرارت گرمازاي آن حدود °C2540 است. ترميت چدن كه براي جوشكاري چدن بكار برده ميشود، ترميتي به اضافه حدود c درصد فروسيليسم و 20 درصد فولاد ضايعات سبركاريها است. ترميت قرمز، با اكسيد قرمز و ترميت سياه با اكسيد سياه ساخته ميشود. ترميت ريل راهآهن، ترميتي با اضافات نيكل، منگنز و فولاد است.
نوعي الكترودهاي سخت روكشي عبارتند از:
آلياژهاي بر مبناي كبالت
كه سختي خود را در حرارت سرخ حفظ و بسيار مقاوم خوردگي هستند. انواع آن داراي استحكامهاي كششي تا حد 5/73 كيلوگرم بر ميليمتر مربع و سختي آن تا حد 52 راكول x هستند. نوعي الكترود جوشكاري كه براي فولادهاي زنگ نزن براي اندوهها ساخته شده است. محتوي 70 درصد نيكل، 16 درصد كرم، 8 درصد آهن، 2 درصد منگنز، 3 درصد تيتيان، و كمتر از 07/0 درصد كربن است. جوش تابكاري شده آن، داراي استحكام كششي 56 كيلوگرم به ميليمتر مربع با درازش 12 درصد است. الكترود جوشكاري نيكلي، كه براي چدنها زياد به كار برده ميشود و عمليات زر جوشكاري است و فلز بنيان ذوب نميشود. محتوي 5/46 درصد مس و 38/43 درصد روي، 10 درصد نيكل، 1% سيليسيم و 2% فسفر است.
رسول حاصله به رنگ آهن است. گرد جوشكاري آلياژ نيكل، براي جوشكاري چدن و پر كردن ككهاي ريختگيها چدني به كاربرد مشعل، داراي 3/2 درصد سيليسيم 25/1 درصد بور، 1% كربن، كمتر از 5/1 درصد آهن و بقيه نيكل با نقطه ذوب °C1065 است. الكترودهاي جوشكاري در ساختمانهاي بزرگ كه عمليات حرارتي جوشكاري امكان ندارد، بايد داراي تركيباتي متعادل بدون عناصري كه تركيبات شكننده تشكيل ميدهند، باشند.
2-1-2 مشخصات و اجزاء سازنده محصول
عليرغم اختراع و پيشرفت و روشهاي مختلف در جوشكاري خودكار، هنوز جوش الكتريكي به كمك دست به طور وسيعي به كار برده ميشود. الكترودهاي جوشكاري از دو بخش فلز اصلي (رسوب داده شده) و پوشش تشكيل ميشوند. اگر تركيبات فلز اصلي الكترودها را فولاد معمولي تشكيل ميدهند اكثر تركيبات فلز اصلي الكترودها را فولاد معمولي تشكيل ميدهد و فقط تفاوت عمده در تركيبات پوشش آنها ميباشد. قطر الكترودهاي فولادي معمولي كه بيشتر مورد استفاده قرار ميگيرند، 1:8، 5:32، 3:16، 7:32، 1:4، 16:5، 3:8، اينچ ميباشد.
طول معمولي الكترودها 3 اينچ است ولي الكترودهايي با طول 18 اينچ نيز موجود است. البته بسته به عمليات و فلز مورد نظر جهت جوشكاري فلز اصلي الكترود از فلزات و آلياژهاي ديگري نيز تهيه ميگردد كه آنها به شرح زير ميباشد:
1- آلياژهاي ناخالص فولاد.
2- فولاد كرومدار.
3- فولاد منگنزدار.
4- فولاد نيكلي.
5- آلياژ فولادي منگنز و نيكل.
6- آلياژ فولادي نيكل و واناديوم.
7- آلياژ آلومينيوم و مس.
8- آلومينيوم.
9- آلياژ سرب و منگنز.
10- آلياژ فسفر و برنز.
پوشش الكترود بايد داراي چندين نقش و وظيفه مهم باشد آنها عبارتند از:
الف - پايداركننده قوس باشد.
ب- كنترل واكنش گازي
در هنگام جوشكاري و عملكرد قوس الكتريكي پوشش الكترود سوخته و از خود گاز ئيدروژن(H) با منواكسيد كربن (co) متصاعد ميكند. گازهاي مذكور اطراف قوس الكتريكي را احاطه كرده و از نفوذ اكسيژن و ازت هوا به منطقه مذاب فلز قطعه كار جلوگيري مينمايد. ضمناً پوشش نيز داراي مواد مضر نظير گوگرد و فسفر نباشد.
ج – كنترل واكنشهاي سرباره - مذاب
پوششهاي الكترودها بايد داراي آنچنان تركيبات شيميايي باشد كه علاوه بر كاهش نفوذ هوا به منطقه مذاب حركت مواد مذاب را تنظيم كرده و ضمناً ناخالصيهاي موجود را به سطح جوش برساند.
د – ايجاد شكل و جوش مناسب
سربار توليدي در اثر قوس الكتريكي داراي آنچنان خواص فيزيكي نظير ويسكوزيته و كشش سطحي باشد كه شكل مناسب را براي گروه جوش بوجود آورد و اين شكل بايد به نحوي باشد كه از سرد شدن فلز جوش با سرعت زيادي جلوگيري ميگردد.
خصوصيات يك الكترود مناسب منوط به تركيبات شيميايي روكش و خواص فلز اصلي ميباشد. خوبي و بدي الكترودها معمولاً از روي رسوب، قدرت نفوذ راحتي كاربرد، خواص مكانيكي جوش و هزينه واحد حجم با وزن رسوب دارد كه توسط جوشكار قضاوت ميگردد.
در مجموع پوشش الكترودها از عناصر و تركيباتي مانند: فلدسپات، ميكا، سلولز، دولوميت، سيليكات، پتاسيم، خاكرس، اكسيد آهن، پودر آهن، فرومنگنز، و فروسيليس تشكيل شده است كه ميزان درصد و نوع هر كدام از الكترودها خواص متفاوتي را به الكترود ميدهد جداول زير مواد و اثر هر كدام از موارد فوق در روكشهاي الكترودهاي مختلف را نشان ميدهد:
|
مواد تشكيل دهنده |
وظيفه مواد تشكيلدهنده |
|
|
وظيفه اصلي |
وظيفه ثانويه |
|
|
سلولز |
تشكيل گاز محافظ |
- |
|
كربنات كلسيم |
تشكيل گاز محافظ |
روانسازي |
|
دولوميت |
تشكيل گاز محافظ |
- |
|
دي اكسيد تيتانيوم (روتايل) |
سربارهسازي |
تثبيت كردن قوس |
|
تيتانات پتاسيم |
تثبيت قوس الكتريكي |
سربارهسازي |
|
فلدسپات |
سربارهسازي |
تثبيت كردن قوس |
|
ميكا |
فرمدهي |
تثبيت كردن قوس |
|
خاكرس |
فرمدهي |
سربارهسازي |
|
سيليس |
فرمدهي |
- |
|
آسيست (پنبه نسوز) |
سربارهسازي |
فرمدهي |
|
اكسيد آهن |
سربارهسازي |
- |
|
اكسيد منگنز |
سربارهسازي |
آلياژكنندگي |
|
پودر آهن |
تسريع در نشت جوش |
برقراريقوسدرجوشكاريتماسي |
|
فروسيليسم |
احياء كنندگي |
- |
|
فرومنگنز |
آلياژكنندگي |
احياءكنندگي |
|
سيليكات سديم |
- |
روانسازي |
|
سيليكات پتاسيم |
تثبيت كردن قوس الكتريكي |
چسبندگي |
3-1-2 پوشش الكترودها از نظر كلي به دو گروه اصلي تقسيم ميشود:
1- پوششهاي پايداركننده يا پوششهاي نازك
2- پوششهاي كيفي يا پوششهاي ضخيم
پوششهاي پايداركننده
عناصري كه اين پوششها را تشكيل ميدهند قوس الكتريكي را يونيزه نموده و جوشكاري با جريان متناوب را آسانتر مينمايند. بهترين و مهمترين عنصر براي اين كار پتاسيم ميباشد كه در سنگهاي مصنوعي طبيعي «گرافيت فلدسپات» و به صورت شيميايي، كرومات پتاسيم و بيكرومات پتاسيم، پتاس و شوره يافت ميشود.
به دليل نازك بودن اين پوششها امكان نفوذ اكسيژن و ازت هوا به ناحيه مذاب جوش هميشه وجود داشته و باعث ترد شدن نسبي جوش ميگردد لذا استفاده آنها در جوشكاري غيرحساس بلامانع خواهد بود.
پوششهاي كيفي
اين پوششها تشكيل گاز و سرباره براي محافظت فلز از نفوذ اكسيژن و ازت هوا داده و نيز آلياژهاي مناسب را در ناحيه مذاب ايجاد ميكنند و در نتيجه استفاده از اين نوع الكترودها، خواص ميكانيكي پيوند جوش معمولاً بالاتر از خواص فلز مبنا ميگردد. اين پوششها داراي خواص زيراند:
الف - هنگام ذوب سرباره، گازهاي محافظ توليد ميكنند.
ب – قوس الكتريكي پايدار و پيوسته ميگردد.
ج – سرباره و تفاله جوش داراي خاصيت احياء كنندگي ميباشند.
د – تفاله جوش داراي خاصيت انقباضي بيشتري نسبت به فلز مبنا بوده و نتيجتاً براحتي از روي گرده جوش كنده ميشود.
ه - در جوشكاريهاي عمومي و بالاي سر تفاله به سرعت منجمد ميشود و در نتيجه از ريزش فلزات مذاب جلوگيري مينمايد.
4-1-2 تقسيمبندي مواد تشكيل دهنده پوشش الكترودها
1- مواد سرباره ساز
اينگونه مواد از نوع مصرفي بوده و متصل بر اكسيدهاي فلزي به صورت سنگ معدن ميباشند، سنگ تيتان يا سنگ تيتانيوم تغليظ شده سنگ معدني منگنز پيرولوزيت فلدسپات، فلوريت، گچ، خاك، چيني يا كائولن، كوارتز، گرافيت و سنگ مرمر.
سنگ معدني تيتانيوم و منگنز سرعت انجماد سرباره را زياد نموده و در نتيجه در جوشكاريهاي بالاسر و عمودي از اهميت خاص برخوردارند فلدسپات پايداري قوس را بهتر نموده و سيلانيت آنرا افزايش ميدهد. فلوريت سختي و درجه حرارت نقاله جوش را كاهش ميدهد.
2- مواد تشكيل دهنده گاز
اين مواد به منظور ايجاد گازهاي محافظ براي جلوگيري از نفوذ اكسيژن و ازت هوا به داخل ناحيه مذاب به كار ميروند كه مهمترين آنها عبارتند از: خاك اره و كتان، سلولز، زغال چوب و آرد.
3- مواد احياكننده
اين مواد اكسيد آهن توليد شده را احيا نموده و تبديل به آهن خالص مينمايند كه عبارتند از: فرومنگنز، فروسيليسم، فروكروميم، فروتيتانيم، موليبدينيم و آلومينيوم.
4- مواد آلياژدهنده
اين مواد عناصر مورد نياز ناحيه مذاب را به منظور تشكيل يك آلياژ كامل و مرغوب تأمين مينمايد و عبارتند از: فرومنگنز، فروسيليسم، فروكروم، فروتيتان و گاهي اوقات اكسيدهاي فلزي نظير اكسيد مس، اكسيد كرم، اكسيد نيكل و غيره در اغلب موارد ماده تشكيل دهنده اصلي آلياژ، فرومنگنز است كه خاصيت احياكنندگي نيز دارد.
سنگ منگنز نيز به عنوان ماده آلياژدهنده و افزايش منگنز موجود در فولاد در پوشش الكترودها بكار برده ميشود.
5- مواد چسبنده
اين مواد باعث خميري و چسبنده شدن تركيبات پوشش و چسبيدن مطمئن آنها روي فلز الكترود ميگردند بدين منظور اولاً از شيشه مايع و يا نشاسته و گاهي از چسب استفاده ميكنند.
5-1-2 تقسيمبندي انواع الكترودها براساس موارد استعمالشان
الكترودهاي اسيدي يا گرم
الكترودهايي هستند كه موارد استعمالشان در درزهاي بسته مانند اتصالات به پري ميباشند يا اينكه از جمله الكترودهاي مرغوب به شمار ميآيند لكن اكثر جوشكاران از كار كردن با اين نوع الكترودها امتناع ميورزند زيرا شكل ظاهري جوش يكنواخت نبوده و در موقع كار جرقههايي به اطراف پراكنده ميكند علت اينكه نميتوان از آنها در درزهاي باز استفاده نمود اولاً نسبت به الكترودهاي هم قطرخود احتياج به شدت جريان زيادي داشته ثانياً قطرات مذاب آنها ريز هستند و ريز بودن قطرات مذاب باعث سوزاندن لبههاي قطعه كار ميگردد. سرباره حاصل از جوشكاري اين الكترودها خاصيت اسيدي دارند. مقاومت كششي جوش حاصل از اين الكترودها كمتر از الكترودهاي روتايل بوده اما افزايش طول و استحكام ضربهاي آنها بيشتر است.
الكترودهاي آهكي يا سرد
اين نوع الكترودها با اينكه محاسن زيادي از نظر جوشكاري دارند چنانچه به طور صحيح به كار برده نشوند گرده جوش معايب زيادي پيدا كرده، از جمله تمامي آنها متخلخل و در انتهاي آن حفره بزرگي ايجاد ميگردد. با توجه به نفوذ خيلي خوب آنها بيشتر در پاسهاي اول جوشكاري مورد استفاده قرار ميگيرند. در جوشكاري به حالت عمودي سرعت جوش آنها بيشتر از ساير الكترودهاست فلز جوش حاصل از اين الكترودها ئيدروژن كمتري داشته و معمولاً در درجات حرارت پائين از استحكام خوبي برخوردار است. در مقايسه با ساير الكترودها احتمال ترك خوردن گرم يا سرد الكترودهاي آهكي كمتر است. از اين نظر در جوشكاري فولادهاي ساختماني پرمنگنز، مخازن تحت فشار و امثال آنها نسبت به ساير الكترودها ارجحيت دارند.
الكترودهاي بي اكسيد تيتانيم يا روتايل
اين نوع الكترودها كه مقدار قابل توجهي بياكسيد تيتانيوم در تركيبات پوششي خود دارند، الكترودهايي هستند كه شروع جوش و مصرف آساني داشته و براي حالتهاي مختلف جوشكاري بسيار مناسب است.
گرده جوش اين الكترودها داراي خاتمه ظريف بوده و افت فلز از نظر پاشيدگي بسيار كم ميباشد. نفوذ اين الكترودها متوسط و قوس الكتريكي آنها بسيار آرام است. برخي از اين الكترودها براي جوشكاري عمودي از بالا به پايين به كار برده ميشوند....
شامل ورد 87 ص
مبلغ قابل پرداخت 36,000 تومان





